




Printing a solid object (100% infill) has many advantages, namely strength and rigidity. However, it takes much longer to print with high infill and, of course, takes much more material.
We at Lantern Robotics devised an interesting solution by injecting Hot Melt Adhesive (HMA) into hollow prints (0% infill). HMA, also referred to as hot glue, is a thermoplastic with a melting temperature around 180°C, which allows it to be injected into printed objects without causing them to distort or deform due to excessive heat.
The result is a cheaper, faster printed object that is completely solid, and depending on your shell setting, can be rigid or flexible. Here’s how to try it.
What you will need:
-Glue Gun (high temp for ABS, low for PLA)
-Glue Sticks (any kind will work)
-Drill or pin vice
Step 1:
Print your object with 0% infill. For our process 3-4 shells is ideal.

Step 2:
Drill two holes: one for injections, and one for venting. Make the hole a tight fit for the tip of your glue gun, this allows good back pressure and prevents leakage.


Step 3:
Inject HMA into the print until glue seeps out of the vent hole. Let cool.


Tips:
- This method is best for objects with central voids or large cavities.
- Use a precision metal tip (as pictured). It provides much more control.
- If injecting into PLA use the lowest temperature possible on your glue.
- Isopropyl alcohol breaks HMA’s bond with whatever it is sticking to.
- Keep this in mind for clean-up or if you drip some glue on the outside of the model.
- For larger objects you can drill additional holes.
- You can always add the holes into your design, which allows more precise placement.
- If using outside or in a high heat environment, cover the holes with a bit of ABS+Acetone.
What are the benefits?
Cost: HMA is drastically cheaper than filament bought from 3D printer suppliers.
| Material | Average Cost |
| HMA (Hot Melt Adhesive) | $5-$7.50 / kg |
| ABS – On spool, for hobbyist printers | $30-$50 /kg |
| PLA – On spool, for hobbyist printers | $30-$50 / kg |
| ABS – Cartridge style for professional machines | $200+ /kg |
There are also DIY guides on creating your own glue sticks of different lengths, colors, and materials. This could further drive the cost down.
Time: Printing hollow objects takes much less time to print since infill is skipped entirely. (Exact time savings depends on the size of your object, of course.)
Unique features: HMA has a firm yet rubbery consistency. This gives injected objects a ‘shatter-proof’ effect since the glue holds it together from the inside.
-Great for parts requiring snap fits or a set amount of flex.
-Adjusting the amount of shells of the printed object lets you control the rigidity and elasticity of the final injected part. 1-2 shells make the object more pliable, whereas 3-4 shells give the object rigidity required for gears, structural parts, models etc.
What about strength?
Rudimentary tests were run to compare compressive and tensile strength of the HMA injected prints with prints containing traditional infill. Two sets of test objects were made: one for ABS and one for PLA.


Compression Test
The shape of the print, composition, infill percentages, print temperature, direction of load, and a countless number of other variables would need to be taken into account to obtain any sort of accurate load bearing data. This is not even mentioning the specialized precision testing equipment that would be required. So we decided to limit our scope a bit and test one specific kind of printed part. In this case, we chose a 60mm robot wheel.
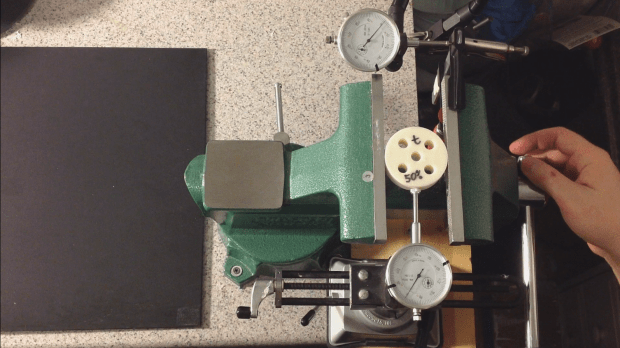
Using dial gauges and a calibrated bench vice, we recorded and observed the deformation, hull cracking, elastic rebound, and failure of the differing test objects.

These photos show the wheels after the compression test: ABS on the left, PLA on the right.
Ordered from top to bottom the infill percentages are: 0%, 50%, HMA, 100%.


The following charts give an answer to this question:
At what load point does each wheel deform, crack, or delaminate where it is no longer of use?

ABS: The ABS infill of 50%, abs50, performed the best on this, followed by the HMA injected wheel.
The gaps in the infill within the abs50 allow it to compress like the HMA injected object. However, abs50 holds rigidity and uniform shape better than the absHMA object.
The abs100 results were a bit of a surprise. It had the least amount of deformation but the increasing stress caused it to buckle well before what was expected.
(Interesting side note: The rapid, snap expansion of the fault point on abs100 actually destroyed one of our dial gauges.)
PLA: The PLA tests were a bit different. The pla100 object was the clear-cut victor for this particular test.
Our rig was pushed to the limit trying to induce failure, let alone significantly deform the pla100 object. For safety and practical reasons, this particular reading will remain a mystery.
However, as you can see, the HMA infused wheel is more than adequate for this particular application.

It should also be noted the addition of HMA to the usually brittle PLA gave it more elastic properties.
Tensile Strength Comparison
With the tensile testing method, we were able to obtain more precise figures since we were simply measuring the load at failure.
This rig was straightforward. It consists of a 6 ft. frame with a hanging scale (550lb. capacity) and a 3500 lb. winch rewired to run at a lower voltage. The printed test piece was then fitted with steel brackets which connected the scale and winch.
For an in depth look at this test and the results footage, please check out the video below.



ABS: As you can see, the ABS HMA results lie directly in the middle of the 50% and 100% objects. For most purposes it seems the HMA injection provides more than adequate strength.
Typically, most “display only” prints don’t need more than 10-15% infill. The majority of slicing software packages default their infill settings around 30%. An infill of 70-80% is usually where most structural parts are printed. Thus, the HMA injection method should fare very well as a replacement in applicable prints.

PLA: The PLA HMA object did not perform nearly as well as its ABS counterpart.
Judging by this small sample alone, it seems PLA injected with HMA is not the best fit for objects requiring higher, load bearing tensile strength.

Conclusion
Adding HMA injection to your arsenal of 3D printing skills will prove beneficial to your wallet and schedule. It’s a cheap and effective way to add some bulk/reinforcement to artistic pieces and structural integrity to mounts, brackets, wheels, gears, and other applicable objects.
3 thoughts on “Stress Testing Injected Hot Glue for Solid, Fast, Cheap 3D Prints”
Comments are closed.
ADVERTISEMENT
Join Make: Community Today






Many thanks for the exciting blog posting about stress testing! I really enjoyed reading it, you are a brilliant writer. I actually added your blog to my favorites and will look forward for more updates. Great Job, Keep it up..
Environmental Testing
Does this then conclude that PLA is stronger than ABS?
Just wanted to say thanks, this was a great way to add strength to a specific area of a batch of prints that had printing problems, salvaging quite a lot of printing hours and material. I did this with PLA parts and a hot temp HMA gun, temp 190-235C.