


The Lucien Yeomans “secret” that was almost lost.
Your developing world school needs almost-free machine tools?
Your developing world factory needs unavailable spare parts?
You need a complex part that is too expensive to have made?
Need to bootstrap a factory but only have a few bucks?
No problem!
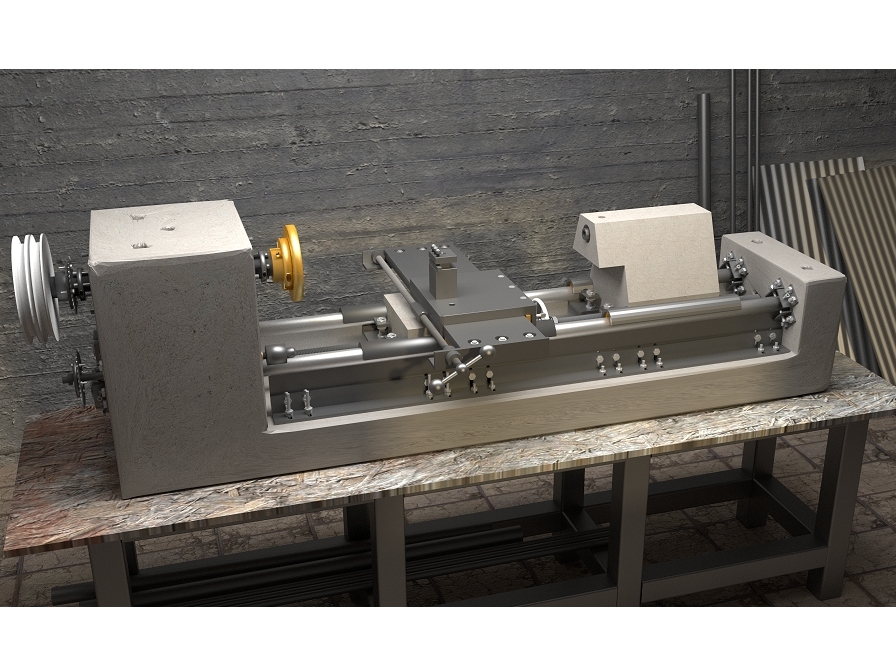
You just need a metal lathe. Metalworking lathes are necessary to the production of almost everything but are very expensive. In 1915, special lathes made from concrete were developed to quickly and cheaply produce millions of cannon shells needed for World War I. Lucien Yeomans, the inventor, won the nation’s highest engineering award for it but sadly the technique was almost forgotten after the war. We re-discovered it as a way to quickly make inexpensive but accurate machine tools for use in developing countries and in trade schools and shops everywhere. We made modern construction practical by replacing the original poured, non shrinking metal with cement grout.
Credits
Design by Pat Delany, rigmatch@yahoo.com
Drawings by Tyler Disney, flowxrg.com
Research by Shannon DeWolfe and David LeVine. Shannon found Yeomans after I had searched for years.
Dimensioned drawings and support at:
http://groups.yahoo.com/group/multimachi…
Many supporting files are at:
http://concretelathe.wikispaces.com/Curr…
The best machine tool reference site in the world is at: http://lathes.co.uk/