


I love 3D printing, so I decided to build my own printer. After playing around with commercial machines like MakerBot’s Cupcake and Thing-O-Matic, it hit me that I could make my own printer and 3D printer extruder for free, or very near it.
So, off I headed down the long and winding road to design and build a small 3D printer (or as my son likes to call it, the Toy Machine). After a great deal of dumpster diving, I scavenged enough stepper motors, linear rails, and drive belts for the mechanical parts, but I was stumped when it came to the heart of the printer: the 3D printer extruder. The internet turned up a slew of fancy designs, but all possessed one design flaw: they required 3D printed parts, so you’d need to have a 3D printer to make a 3D printer!
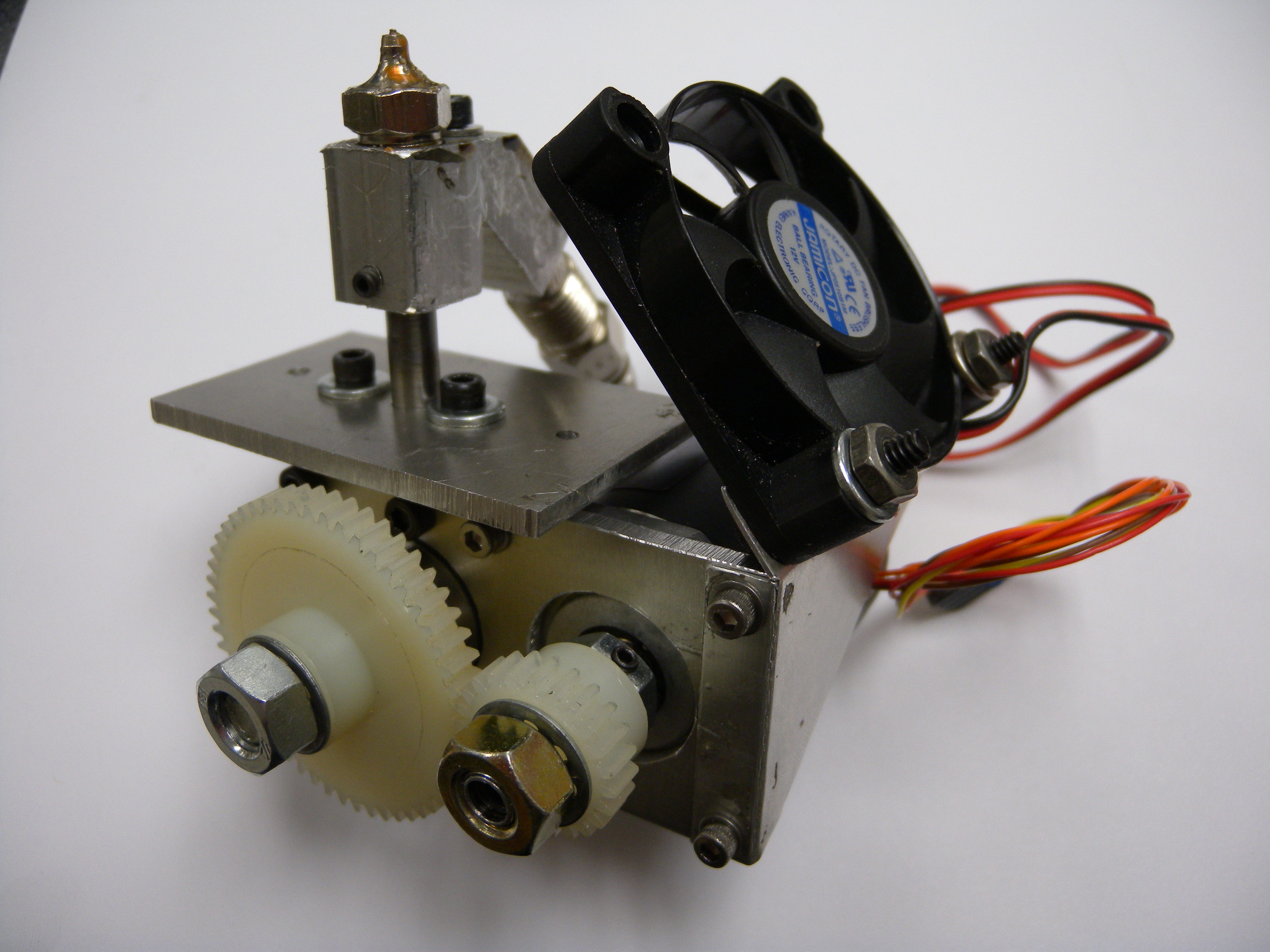
My solution was to build this robust extruder using a handful of tools, one online parts order, and a trip to the auto-parts store. For a heater, it uses a $10 glow plug from a diesel engine, and it performs as well as commercially available extruders.