



I’ve been collecting clever ways of slotting flat stock together since I first read Nomadic Furniture back in 1999, well before the advent of the accessible hobby-class CNC tools that, today, make manufacturing parts like these pretty easy. Now, the world is full of people designing models, project enclosures, sculpture, furniture, and all kinds of other cool stuff to be assembled from parts made on laser cutters and CNC routers, and I keep expecting a definitive book or website to emerge that covers the “bag of tricks” in an organized way. So far, I haven’t found it. I may have missed it. Or maybe this article can serve as a jumping-off point. In any case, I think it’s time to open up my file.
In presenting this material, I want to first acknowledge my respect for the world’s established and ancient traditions of joinery. I do not for a moment imagine that any of this is fundamentally new. But I do see a need to organize this information to address the needs of the the small CNC tool operator who wants to make interlocking, self-aligning and/or demountable joints in flat stock, for instance plywood or sheet plastic. Or just to inspire her.
I may abuse some terms, without meaning to, and I am glad to be corrected by those who are in the know about traditional joinery. Generally, I have tried to use descriptive terms instead of “proper” names to avoid confusion, but here and there I may have slipped up and called a rose by some other name.
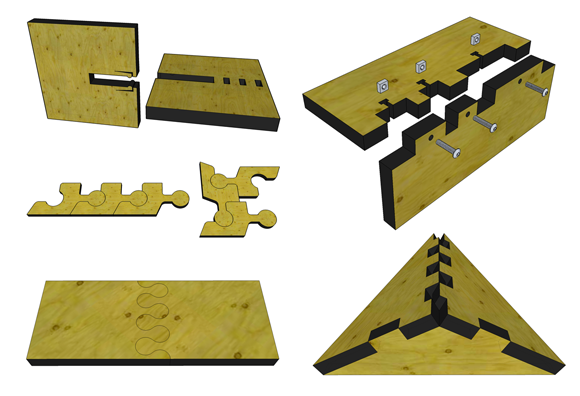
To simplify things, at first, I’m only considering joints between two panels. Also, again for the sake of simplicity, I’ve limited myself to techniques that use all-the-way-through cuts, orthogonal to the plane of the stock. For a taste of how complex this subject can become, without these limitations, and how quickly, check out Jochen Gros’s 50 Digital Wood Joints project. Here’s a montage of teaser thumbnails to whet your appetite:

For this article, though, I’m deliberately considering a very limited case: Two (or even just one) cut parts, no partial-depth cuts, and a cutting axis always at 90 degrees to the surface of the stock. Even with these limitations, the possibilities are rich.

MAKE Volume 33 features our special Software for Makers section covering apps for circuit board design, 3D design and printing, microcontrollers, and programming for kids. Also, meet our new Arduino-powered Rovera robot and get started with Raspberry Pi. As usual, you’ll also find fascinating makers inside, like the maniacs on our cover, the hackers behind the popular Power Racing Series events at Maker Faire.
Try your hand at 22 great DIY projects, like the Optical Tremolo guitar effects box, "Panjolele" cake-pan ukelele, Wii Nunchuk Mouse, CNC joinery tricks, treat-dispensing cat scratching post, laser-cut flexing wooden books, sake brewing, growing incredibly hot “ghost chili” peppers, and much more.
On newsstands now, by subscription, or available in the Maker Shed

































