


This project began when I read the following entry [#274] in Volume 1 of Popular Mechanic’s 1913 The Boy Mechanic:
The round lead weight for shot-putting or hammer throwing can be cast in a hollow cardboard or pressed-paper ball, sold in department and toy stores for 10 cents. Cut a 1/2-in. hole in the ball as shown in Fig. 1 and place it with the hole up in damp sand and press or tamp the sand lightly around the ball as shown in the section, Fig. 2. Cover over about 1 in. deep. A wood plug inserted in the hole will prevent any sand falling inside. When the sand is tamped in and the plug removed, it leaves a gate for the metal. Pour melted lead into the gate until it is full, then, when cool, shake it out from the sand and remove the charred paper. A file can be used to remove any rough places. The dry paper ball prevents any sputtering of the hot lead.
This idea of a hollow card or paper form buried in plain sand as a sacrificial mold for poured metal parts interested me. As the internet papercraft explosion has taught us, paper is really not a bad medium for 3D design, especially for the cost. Software like Pepakura Designer will convert any 3D digital model into a papercraft one that can be printed out, cut out, folded up, and glued or taped together to make a reasonably accurate real-world replica of the original. What if, instead of using the paper as a positive representation, one were to use it simply as a negative space–a volume, supported by dry sand, that would survive just long enough to impart its form to molten metal poured inside?
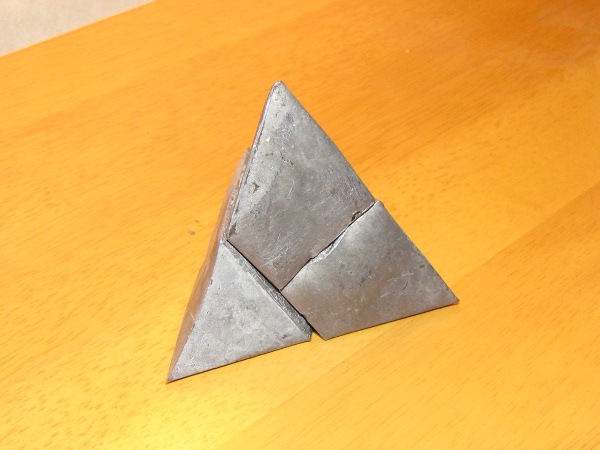
As a first experiment, I designed a paper template for the pieces of a classic put-together puzzle often called “The Four Piece Pyramid.” The challenge is to use the four identical pieces to form a symmetrical three-sided pyramid. I chose this prototype form, first, because I think the puzzle is elegant; second, because all four pieces are identical so only one template design is required; and third, because the pieces are fairly simple, geometrically, and thus so are the templates.
Tools
- Computer with printer
- Scissors or an art knife
- Steel or aluminum bowl
- Safety gear (see below)
- Suitable heat source
- Melting pot
- Tongs or pliers for handing melting pot
- Squirt bottle with water
- Hacksaw frame with coarse blade
Materials
- 120 cm3 (1/2 cup) metal to melt (see below)
- Play sand (or table salt)
- The heaviest card stock you can get through your printer
- Printer ink
- Scotch tape
Step 1: Assemble your paper patterns
on the heaviest card stock you can get through your printer. I used some 100 lb cover stock I bought originally to bind screenplays, and would like something even heavier for next time. Cut along all solid lines with scissors or an art knife, and mountain fold along all dashed lines. Assemble with Scotch tape, taking care to make the interior cavity as “watertight” as possible. Remember, unlike traditional papercraft models, tabs go on the outside of the joints, because it’s the interior finish of the joint that is important.
Step 2: Melt your metal
Regardless of the equipment you have available, there is a casting metal suitable for your use. If all you’ve got is an old tin can and a kitchen stove, you can buy low-melting-point bismuth alloys that will melt in a pot of boiling water. See my recent post on Rotometals for more info about these alloys. If you have a gas hot plate and a nice ventilated (hopefully outdoor) space to work, you can melt old tire balancing weights, which are predominantly lead (melts at 330C) and can be gathered from roads and parking lots everywhere. Shops that service tires end up with great buckets of cast-off wheel weights that they can often be persuaded to part with for free or very low cost. This is a common source of metal for black-powder shooting hobbyists who cast their own bullets. Note that there are realistic toxicity concerns with poor metal alloys containing lead and/or cadmium, and you should be careful to familiarize yourself with the risks associated with exposure to these metals before deciding to handle them yourself. Low-melting alloys containing only bismuth and tin are available for those who want a less toxic choice.
Step 3: Bury your patterns
The pattern needs to be completely buried with only the sprue protruding from the sand. Hardware store play sand would be my first recommendation, but two of the pieces pictured here were actually cast in table salt. There are two important considerations in burying the pattern: 1) Do not get any sand or salt inside the pattern itself, and 2) make sure the sand is uniformly packed around the pattern on all sides, without large voids that might collapse on exposure to the heat and weight of molten metal. Getting good packing can be a bit trickier with a paper pattern because you can’t tamp the sand down very hard without smushing the pattern. I managed to get good castings without taking any special sand-compacting measures, but I also ruined a couple patterns from blow-outs. Next time I think I will bury the pattern and then vibrate the sand for half an hour or so, perhaps by setting the mold on the hood of an idling car or a running air conditioner unit. Once I had everything in place, I misted the surface of the sand or salt with water from a spray bottle, and this seemed to really help hold everything together when the metal was poured.
Step 4: Pour the metal
Obviously one must be very careful when working with hot metal, even if it is a lower-melting alloy. Long sleeves, long pants, safety goggles, gloves, and closed-toed shoes are non-negotiable. I melted my tire weights in a steel soup can, as shown above, and lifted it on and off the fire using a large pair of channel-lock pliers. Even without any sort of formed-in spout it’s not too hard to get the molten metal down the sprue, although as you can see I did splash a bit. Make sure you pour well up into the sprue, because the metal will shrink as it cools and you want that shrinkage to come out of the waste sprue volume instead of the part itself. I let my lead castings cool for 15 minutes before fishing them out of the sand with my trusty pliers and dropping them in a can of cold water. After ten minutes underwater and they were plenty cool to handle, and I fished them out and removed the burnt remnants of the paper with my bare fingers. Shown at the top of the page is one of the castings, right out of the paper, before clean-up.
Step 5: Clean up the parts
Cut the hexagonal sprue off flush at its base using the hacksaw, as shown. Clean up any flash or sharp edges with a knife or sharp wood chisel, and possibly a file. If you’re working with lead or cadmium containing alloys, make sure to be cautious about the dust produced by any sawing or abrading operation.
Notes and ideas
Click here to see the correct solution of the puzzle.
Zinc and zinc alloys (“white metal”) are the next step up from bismuth and/or lead-based metals, and can also usually be melted on a gas hotplate in a steel or iron pot. Zinc is of relatively low toxicity, so long as you don’t get it so hot that you cause it to burn, in which case inhalation of the zinc oxide smoke can cause “metal fume fever,” which is not the end of the world but should definitely be avoided. It may have long-term health effects and, in any case, can make you feel lousy for a weekend. Zinc melts at 420C and burns at 480C, so it can be easy to burn it accidentally. You’ll know if it happens: Zinc burns with an evil blue green flame, and makes great clouds of smoke. If this should happen to you, don’t panic. Being careful not to breathe the smoke, turn off the heat and step back. And as the melt cools take a moment to observe and appreciate the thermochromicity of the zinc oxide layer on top: It’s bright yellow at high temperatures but will turn back to chalk white as it cools.
The next big step up is aluminum. If you have the wherewithal to melt and pour aluminum in your shop, you probably don’t need me to tell you how to do it. If you’re curious, book one of Dave Gingery’s classic 7-book DIY-machine-shop series is solely dedicated to the construction and operation of an ultra-low-cost home aluminum foundry. I have only attempted this paper pattern process with lead, but I don’t see why it couldn’t also work with hotter melts like zinc or aluminum. If you try it do let me know how it goes.
ADVERTISEMENT




{kind=link}