By education, I am a mechanical engineer, but at heart, I am a tinkerer. My engineering and tinkering interests started very early (thanks to my dad), and I have since stayed busy experimenting with new ideas and creating interesting vehicles and other inventions.
Here’s me with my son Evan, seated in the custom kid-sized tank tread car. Photography by Brian Bunnell
My dad and I used to build things in our Florida home’s 2-car garage. Our neighbors always kept watch for the next “Bunnell project,” and we were rarely without a crowd when we unveiled a new construction.
My father and I with the train he built for me.
When I was 4 years old, my dad built me a train that I could get in and drive; it was the coolest thing on the block! It was comprised of a trash can for a boiler, PVC sewer pipe for the smoke stack and cylinders, plywood wheels, and it was powered by an automotive windshield wiper motor and a motorcycle battery. It ran on PVC pipe rails, and had a “flat car” to pull my friends along behind me.
I have great memories of that train, and I wanted to build something for my son of a similar magnitude. Initially, I was going to build another train, but then I decided that I wanted to do something different, but equally as memorable.
I had always thought having a tank would be fun, and I had toyed with ideas of how one motor could drive two tracks independently. I started with the track itself, not really intending to do much with it – it was an experiment of how I could build a simple track and drive assembly, using readily available and relatively inexpensive materials and components.
A shot of the dashboard inside the tank tread car.
You will see that the tracks are distinctly autonomous from the rest of vehicle components, and that is because I built these first, with the primary purpose to determine if my ideas would work. Once the tracks were successfully complete, the drive assembly, frame, and body organically developed into a more solid idea, and the tank-like tracked vehicle was born!
So, I had my train, and my son now has his tank! I wonder what my grandson will end up with in the next generation.
The backbone provides the core structure of each track. I chose aluminum T-slot extrusion because it’s rigid and lightweight, and provides T-slots for adjusting tension.
2. Continuous Track
Each track chain is a continuous loop of 52 industrial bottle conveyor chain links.
3. Guide Rail
This serves as a bearing surface for the track chain. It’s cut from a conveyor guide rail made of tough, slippery high-modulus polyethylene (UHMWPE) plastic with a stainless steel backing channel. On each end, the steel is trimmed and the plastic bent upward to give the proper approach angle of the chain to the sprockets.
4. Riser Blocks
The wooden riser blocks (3 per track) provide space between the backbone and track chain. Straight grooves are routed lengthwise down the edge of a standard 2×4, which is then cut into 6 blocks (3 per track).
5. Bearing Blocks
The bearing blocks (4 per track, 2 facing in and 2 facing out) secure the drive and idler shafts to the backbone, and are made of standard 2×4 wood and shielded, single-row ball bearings. The ends are chamfered for track chain clearance.
6. Drive Shaft and 7. Idler Shaft
The drive and idler shafts are made of ½”-diameter stainless steel rod. Flat sections are machined on the sides to align with the pulley and hub setscrews.
8. Drive End: Drive Pulley and Sprocket
On the drive shaft, there’s a sprocket and hub assembly sandwiched between the 2 bearing blocks, and a drive pulley that receives power from the drive belt.
9. Idler End: Brake Pulley and Sprocket
The idler end is similar to the drive end but it’s engineered for braking, not driving. Instead of a drive pulley it’s got a much smaller idler brake pulley that engages with a fixed strip of V-belt to slow the vehicle.
10. Track Control Handles
Push forward to engage the drive belt tensioner; pull back to engage the brake.
11. Track Drive Belt Tensioner
The tensioner arm is the key element that engages or disengages the drive belt from the constantly spinning motor
Understanding the Drivetrain
During operation, the motor is running constantly at full speed, but the tracks are not engaged until the control handles are pushed forward, engaging the tensioner arm and thereby tensioning the track drive belts. To steer, the outside track moves while the inside track remains stopped, forcing the vehicle to pivot around the inside track. To stop, the control handles can be released, resulting in both track-drive belts losing tension; the vehicle will then quickly coast to a stop. To stop faster, both control handles can be pulled rearward, taking the tension off the drive belts and also engaging the brakes.
This project is quite involved, but can easily be broken down into multiple, easy to manage modules or sub-assemblies.
Project Steps
Module 1: Tracks
The tracks are comprised of:
Track Structure
Bearing Blocks
Sprocket and Hub Assembly
Drive and Idler Shafts
(Please note that the illustrations show the assembly of a left-hand track. The right-hand track is simply a mirror image of the left.)
Track Structure
We’ll first tackle the track structure, which further breaks down into:
Backbone
Guide Rail
Riser Blocks
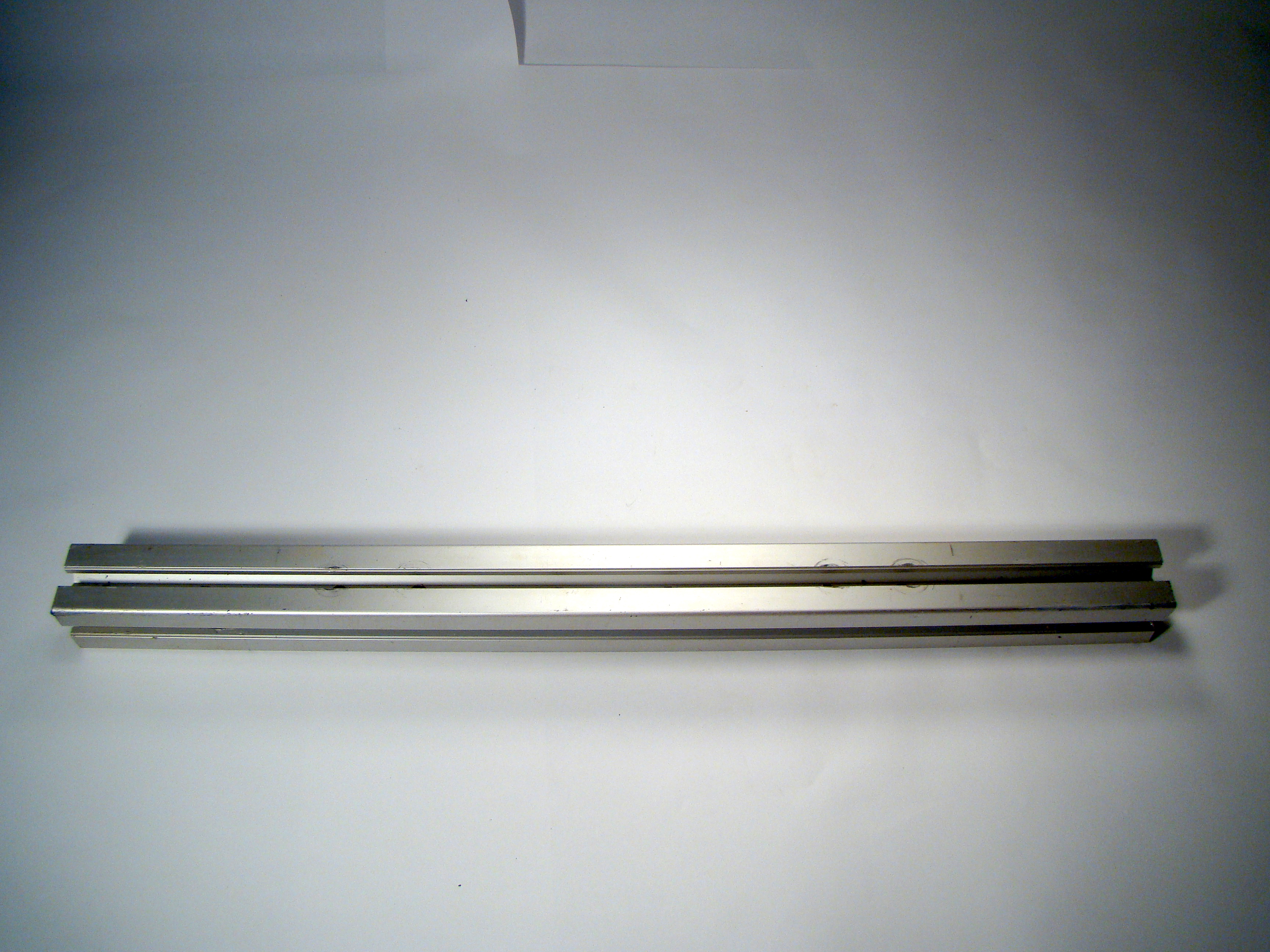
Backbone
The backbone provides the core structure of each track, and is made up of Aluminum T-slot Extrusion (chosen because of rigidity and lightness, and provides T-slots for tensioning). The extrusion is cut to length, and then holes are drilled into the extrusion.
6 riser block mounting holes vertically into extrusion
4 main track mounting holes vertically into extrusion (these are used in the final assembly of the tracks to the frame)
2 main drive-end mounting holes vertically into extrusion (these are for mounting the drive-end bearing blocks)
Guide Rail
The guide rail serves as a bearing surface for the conveyor chain (aka track), and is made of Ultra High Molecular Weight Polyethylene (UHMWP) conveyor guide material with a stainless steel backing channel. The guide rail is cut to the overall length, the metal is trimmed on each end, and the UHMWP (plastic) bent upward on each end to provide the proper approach angle of the chain to the idler and drive sprockets.
To trim the metal from the guide rail, slide the plastic out one side of the metal channel, leaving approximately 6″ of stainless steel channel exposed on the other end. Cut off the exposed stainless steel channel, then slide and center the remaining stainless steel channel on the plastic, leaving approximately 3″ of bare plastic on both ends.
To bend the plastic ends, clamp one end of bare plastic in a vise, and use a propane torch to carefully heat the plastic close to the stainless steel channel – do not melt! Bend the bare end of plastic toward the stainless steel channel to approximately 20°, as shown above. TIP:Slightly over-bend the plastic, and hold it in place until it is cool; or, you can pour water onto the plastic to cool it quicker. Once cooled and released, the plastic will spring back to the proper angle.
Repeat for the other end of the guide rail. Once both ends are bent, counter-sink the three riser block mounting holes, drilling from the plastic-side of the guide rail, and counter-sinking into the plastic so the riser block screw heads will be slightly below the surface.
Riser Blocks (3 per track)
The riser blocks (3 per track) provide space between the backbone and track chain, and are made of standard 2×4 (pressure treated or non-pressure treated) wood. TIP:It is best to use scrap wood to test for a proper fit, before using the actual 2×4 pieces. The proper fit should be a snug, slight press fit of the guide rail in the block groove.
Straight grooves are routed via the length of a 2×4, long enough to accommodate 6 riser blocks (3 per track × 2 tracks). Ensure a proper fit, and then cut all 6 riser blocks to length from the grooved 2×4. TIP:Only 3 riser blocks will be used per track, but I found that it was easier to test fit and cut all 6 at once, rather than going through the exercise twice.
Assemble Track Frame
To assemble the track frame, position the 3 riser blocks so that the grooves are down, and place the backbone on top of the 3 riser blocks. Align the front and end blocks so that they are coincident with the ends of the backbone, and the center block with the center of the backbone. Use flat head wood screws to attach each riser block to the backbone.
Once the riser blocks are attached to the backbone, gently (but firmly) press the guide rail into the grooves. Use flat head wood screws to attach each riser block to the guide rail, ensuring that the screw head is flush with the plastic surface.
Bearing Blocks (4 per track)
The bearing blocks secure the drive and idler shafts to the backbone, and are made of standard 2×4 (pressure treated or non-pressure treated) wood, and shielded, single-row ball bearings. The wood is cut into 4 pieces to length, and then holes are drilled into each block.
2 mounting holes (5/16″), with a 1″ diameter counter-bore for the mounting bolt pockets
1 drive/idler shaft bore (⅝”), with a 1-¼” diameter counter-bore for the bearing pocket
Chamfer the top and bottom corners of the bearing-ends of the block for chain clearance. Use a rubber mallet to tap the bearing into the bearing pocket, ensuring that the bearing is flush with the surface, tight in the pocket, and doesn’t slip. TIP:I had to tighten the bearing fit by wrapping the outside of bearing with electrical tape, and then pressing/tapping it into the pocket.
Repeat for each bearing block.
Sprocket and Hub Assembly
Sprocket (2 per track)
The sprocket aligns, secures, and transmits torque to the track chain, and is made of ½” Lexan (polycarbonate) — acrylic is too brittle for this application. Sprockets can be purchased, but I designed and cut these sprockets to specifically fit the track chain that I was using.
After determining the sprocket size and teeth-number and -spacing needed, I made a template and transferred it to Lexan. I then cut the Lexan using a drill (for the teeth) and a bandsaw. I cut out 8 sprockets total (4 per track). The Drive and Idler Sprocket and Hub assemblies are identical.
Hub (2 per track)
The hub transmits torque from the shaft to the sprocket, and is made of 6061-T6 aluminum with a 1/4-20 set-screw. Hubs can be purchased, but I machined these hubs to fit the sprockets and shaft I was using. After determining the bolt pattern needed for mounting the sprockets, I used a metal lathe to machine a flange in the aluminum, and drilled the 4 mounting holes through the flange. Then I drilled the ½” center shaft bore, and drilled and tapped the set-screw hole to the center shaft bore. I machined 8 hubs total (4 per track).
Assemble Sprocket and Hub
To assemble the sprocket and hub, slide a sprocket and hub onto a length of ½” rod, so that the flange is against the sprocket, then mark the 4 hub mounting holes onto the sprocket. Remove the sprocket, and drill the marked holes. Align the hub mounting holes to the holes in the sprocket, and from the hub side, push a 5/16″×1″ bolt through each hole; affix (in this order) a plain washer, lock washer, and standard nut on each bolt, and tighten.
Repeat for each sprocket and hub assembly.
Drive and Idler Shafts
The Drive and Idler Shafts are made of ½” diameter stainless steel (but could use mild/carbon steel). The stainless steel rod is cut to length, and then “flats” are machined along the side of each end for the pulley and hub placements. Flats should line up with the pulley and hub set-screw locations. TIP: Machining both flats or one long flat on both shafts would make them identical.
Assemble the Track
Drive End Bearing Block, Pulley, and Sprocket Assembly
The drive end bearing block, pulley, and sprocket assembly is comprised of a sprocket and hub assembly, 2 bearing blocks, a drive shaft, and a drive pulley. On the drive shaft, place a bearing block, a sprocket and hub assembly, and another bearing block, so that both bearings are positioned inward. Lock the hub to the drive shaft on the machined flat via the hub set-screw, and bolt the assembly to the backbone via the drive-end mounting holes on the bearing blocks.
For each 5/16″×5″ hex head bolt and ⅞” washer (there are 2 per block), affix (in this order) a ⅞” washer, lock washer, and standard nut, and then tighten. Mount the drive pulley to the drive shaft protruding from the inside bearing block (for left-hand tracks, the shaft will protrude from the right; for right-hand tracks, the shaft will protrude from the left). Lock the drive pulley to the drive shaft on the machined flat via the pulley set-screw.
Idler End Bearing Block, Brake-Pulley, and Sprocket Assembly
The idler end bearing block, brake-pulley, and sprocket assembly is comprised of a sprocket and hub assembly, 2 bearing blocks, an idler shaft, and an idler brake-pulley.
On the idler shaft, place a bearing block, a sprocket and hub assembly, and another bearing block, so that the both bearings are positioned inward. Lock the hub to the idler shaft on the machined flat via the hub set-screw, and from the outside of the bearing block, push a 5/16″×2″ hex head bolt with a 7/8″ washer through each of the mounting holes.
On the inside of the bearing block, affix (in this order) a ½”×½”×7/16″ square nut (or T-nut) to the end of each mounting bolt; leave the nut near the end of the bolt. Align the square nuts so that they can slide into the backbone’s T-slot, and slightly tighten the mounting bolts so that the bearing blocks can slide along the backbone’s T-slot.
Mount the idler brake-pulley to the idler shaft protruding from the inside bearing block (for left-hand tracks, the shaft will protrude from the right; for right-hand tracks, the shaft will protrude from the left). Lock the idler brake-pulley to the drive shaft on the machined flat via the pulley set-screw.
Mount and Tension the Track Chain
The track chain is comprised of a continuous loop of 52 “bottle” conveyor chain (Intralox 880T-K325) links. TIP:I originally thought that the links would have to be designed and machined by hand. This was a daunting task, so I was very pleased to discover that conveyor chain worked well as a tank track!
Slide the loop onto the track frame, seating the chain in the drive sprocket. Slide the idler bearing blocks toward the center of the track frame, allowing room to slide the chain onto the idler sprocket. Align the teeth of the idler sprocket with the inside of the chain.
TIP:This vehicle is driven from the fixed (non-tensioning) front end, and tensioned from the rear, non-driven end, which is also where the brake pulley is mounted.
To tension the track chain, use a rubber mallet to slide and tap each idler bearing block toward the rear to create the proper chain tension (tension is correct when the chain is about ¼” above the center of the backbone). TIP:It is helpful to slightly tighten the idler bearing block T-slot screws to have some friction for movement.
Once proper tension has been obtained, tighten the T-slot screws to keep idler bearing blocks in place. TIP: Although the “bottle” conveyor chain is forgiving with respect to tension, it is important that the chain not be too tight — this makes the drive too stiff.
To make the right-hand track, repeat all of the above except flip the drive and idler assembly.
Module 2: Main Frame/Drive Assembly
The Main Frame/Drive Assembly is composed of:
Frame
Seat
Control System (mechanical)
Motor and Live-Shaft Drive Assembly
Frame
The frame provides mount points for the brake belts, control handles, track drive tensioner, body, tracks, seat, motor, live-drive assembly, and electronics, as well as a compartment for the batteries.
The frame is composed of 2 longitudinal 2″×4″ members (on edge) that are set parallel to each other at a width of 12-½” apart (outside to outside). These are tied together by 2 transverse 2″×4″ members (not on edge). The transverse members are what set the track width. My track width (outside of the left track to outside of the right track) is 23″. If you want to widen the overall track width, all you need to do is lengthen these 2 transverse members (and the live drive shaft, too — to be discussed later).
The front section of the frame is inset within the longitudinal frame members, to get the motor placement correct. This inset section also provides a front bumper, a spacer for motor alignment, and helps correctly position the vehicle’s center of gravity.
The frame is floored on the front and back with ⅜” plywood. The back flooring protects the driver from the ground, and the front flooring protects the motor and electronics, and provides a skid-plate underneath.
All frame pieces are assembled with deck/wood screws.
Seat
The seat’s primary structural element is ½” metal electrical conduit (EMT). The seat structure is made by bending the conduit with a hand pipe bender (I bent to roughly 85° to give the seat back a slight backward tilt for comfort). The conduit is tied together with 2″×2″s cut to the overall desired seat width, which in this case is the longitudinal frame member width of 12-½”.
When working with conduit, use longer pieces than you actually need, and ensure that the bend has plenty of excess conduit on each side. After the bend is made, then cut the conduit to the proper length using a tube cutter. It is very difficult to govern the exact length beyond the bends, so this makes it much easier to ensure proper lengths.
After bending both pieces of conduit, cut 4 transverse cross members using the 2″×2″s. For the two cross members that will be placed on either side of the bends in the conduit, drill two through holes, spaced evenly for proper conduit spacing. The other 2 cross members will be used as the “end caps” on the top and bottom of the conduit. For these, use a Forstner bit to drill two 1″ deep pockets that will encapsulate the ends of the conduit.
Loosely put all 4 transverse members on both pieces of the conduit (a through-hole member and end-cap member on either side of the bend), get ones closest to the bend in proper placement, pilot drill through the conduit, and use wood screws to attach the cross members to the conduit. If any screw tips protrude through cross members, grind or file them off.
The seat back and bottom are made of ⅜” plywood, and are secured with wood screws to the cross members.
Control System (mechanical)
Track Control Handles
Track Drive Belt Tensioner
Brake Belt
Combined Mechanical Control System
Track Control Handles
The four pivot brackets (for control handles and belt tensioning arms) are made of ¼” thick 2×2 aluminum angle, cut to 2″ long. TIP: Mine are not all identical now, but if I were to do it again, the control handle pivots and control tensioning arm brackets would both be made the same.
The “pivot” itself is a ⅜” bolt threaded into a tapped hole in the aluminum pivot bracket. You set the drag on the pivot and secure it torsionally using a jam nut on the pivot bolt against the bracket.
The control handles are made from ½” by 1″ aluminum with a ⅜” pivot hole. On the end below the pivot hole, they are tapped to receive an eye-bolt. The eye-bolt provides a mechanism to adjust the arm actuation length.
Track Drive Belt Tensioner
The tensioner arm is made from ½” by 1″ aluminum with a ⅜” pivot hole. It is tapped on the top side, rearward of the pivot hole, to receive an eye-bolt. The eye-bolt provides a mechanism to adjust the arm actuation length.
Parallel to the pivot hole on the front of the arm is a tapped hole to receive bolt that serves as the axle for the tensioner’s plastic follower. The follower is made from a 1″ diameter round piece of delrin plastic, machined with a slight dished groove to prevent the belt from shifting when the follower is in contact with it. In place of this machined follower, you could use a purchased belt tensioner pulley with integral bearings; I just had the materials so I machined my own.
Brake Belt
The brake belt tensioner is made from a type A ½” piece of drive belt. It is affixed to the outside of the longitudinal frame members on the rear/idler end using wood screws. Alignment of the belt and its attachment point to the frame should be determined after the track assemblies are mounted to the frame.
Combined Mechanical Control System
The drive handle is linked to the brake and tensioning arm via cord. This cord should be relatively inextensible, yet flexible. One suggestion for the cord would be Aramid rope. The link between the control arm and the tensioner utilizes a single pulley in order to increase the amount of throw of the tensioner arm relative to the throw of the control arm.
The brake belt attachment is achieved by using perforated steel strap material. I used a grinder to make flat spots on the belt where I needed attachment, then wrapped the pipe hanger material around the cord and belt, and bolted the pipe material together, pinching the cord and belt in place.
The cord attachment points can be tied, but to ensure that the cords can be adjusted, use at least one cable wire rope clip per cord length with plenty of extra cord available.
Motor and Live-Shaft Drive Assembly
The motor and live-shaft drive assembly is comprised of a motor that drives a shaft, via pulleys and a belt, constantly while the motor is powered. The live shaft is supported by 2 pillow-block bearings mounted to the top of both longitudinal frame members. The ½” steel shaft needs to protrude equally through each pillow-block bearing. This allows the left and right track drive pulleys to be mounted and positioned to line up with the drive pulley of each track. See pictures for details.
Module 3: Body
The Body is made up of:
Front and Rear Frame Structures
Dash
Front and Rear Frame Structures
The primary purposes of the body are safety and aesthetics. It is built the same way as the seat, with respect to the 2×2 cross members used, to locate and support the conduit structure. The central part of the body is a hollow, open space that we will refer to as the bulkhead, and is made of ⅜” plywood. A 2×2 transverse member is attached to the front, bottom side of the bulkhead and has 2 drilled holes that will act as the body’s central mounting point. The holes are drilled such that they are centered on the longitudinal frame members (11″). This forms the central support for the body and also aligns the conduit structural members into the proper body shape and position.
Each longitudinal conduit structural member is hand-bent to form the body shaped desired. I chose to separate the front and rear body sections just behind the main bulkhead. These 2 sections are connected via set screw conduit couplings. My reasoning for 2 sections was 2-fold. 1) Ease of manufacturing by shortening the overall conduit lengths. 2) To be able to modify the rear portion independent of the front for future modifications. I am thinking that when my son outgrows this as a ride-in vehicle, I can build a new structure that encloses the rear portion of the vehicle and convert it to remote controlled. This would involve removing the seat and adding components to convert it to a remotely controlled vehicle.
The front section of the body is covered in ¼”×¼” hardware cloth in order to prevent access to the drive systems. The hardware cloth was laid in from the underside of the front body section, and secured via staples to the 2×2 cross members. To install, lay a large, uncut piece of hardware cloth inside the underneath of the front section of the body structure. Smooth the cloth starting at the middle nearest the bulkhead, and work outward toward the front. Anywhere that compound bends in the hardware cloth were required, I cut a triangular wedge-shaped section out of the cloth at the bend point, and overlapped the 2 sections at a 2×2 cross member, and secured with staples to the cross member.
Dash
The dash is made of ¼” plywood, cut to fit within the geometry of the bulkhead. The primary purpose of the dash is to prevent access to the belts and drive system from the driver’s area. Any gauges in the dash are completely optional, but look cool and can be quite functional. I have chosen to install 3 digital volt meters (24V, 12V, and 5V), 2 lighted switches (for future use) and a digital temperature sensor to monitor motor temperature.
Module 4: Electronics
The Electronics are comprised of:
Motor Solenoid Switch
24v to 12v DC Converter
Switch Module
Charging Jack
Batteries
The electronics system is actually quite simple, though this is an area that you can make as complex as you want. There are 2 batteries (I used mobility scooter sealed- lead acid batteries, 12V each) wired in series to generate a base voltage of 24 volts. I store these on the floor, between the bulkhead and the motor, directly under the live shaft. WARNING: This is a very good placement, as it prevents the batteries from moving, however, when installing the batteries, be careful that the battery electrodes do not contact the live shaft – I learned that the hard way. There are now burnt marks on the shaft where I briefly, directly, shorted the batteries.
The motor itself runs on 24V, and is mounted toward the front of the main frame. The motor is not currently speed controlled. It is simply turned on or off. This seems to work fine considering that the tracked vehicle’s speed can be modulated with belt slippage, although motor speed control would make for a great future enhancement.
There is a switch box located to the right and just in front of the seat. This box has two switches: one three position switch and one toggle. The three position switch is used to set the vehicle’s electrical system into one of three states. 1) All power off. 2) Charge mode (this makes it such that the main motor cannot be powered while charging the batteries). 3) Ready to run (power to the 24v to 12v converter and gauges is turned on…the motor can now be turned on).
As just mentioned, there is a 24v to 12v converter in the electrical system. The current, primary purpose for this is to power a continuously operational solenoid. The solenoid is powered on its coil side by 12v. The solenoid is used to switch on the motor; effectively being used as a high current relay.
Final Assembly: Tying the Modules Together
The final assembly is attaching the tracks to the frame, and the body to the frame, and installing the belts; it is actually quite simple.
The tracks are attached to the transverse frame members via 2 bolts per member, for a total of 4 bolts per track. I used 5/16″ diameter hex head bolts × 5″ long, with 2 flat washers and 1 lock washer on each.
The main drive belt between the motor and live shaft assembly is mounted, then tensioned, by sliding the live shaft assembly in its bearing blocks rearward, away from the motor.
The two track drive belts are, by virtue of the way the drive system operates, not under tension, and can therefore be simply placed on the track drive and live shaft pulleys.
Here’s a view of the assembled frame without the body attached, giving you a clear view of how the batteries are placed and wired.
The body is attached to the frame via 4 mounting points. Two mounting points are located on the body’s bulkhead. A wood-to-machine screw stud was embedded in each longitudinal frame member to line up with the mounting holes in the 2×2 body central mounting member attached to the front, bottom side of the bulkhead. The screw-studs protrude through the bulkhead mounting member. A washer and wingnuts are used to secure the body to the frame.
Bottom view
The other 2 mounting points are located toward the front of the vehicle. I made a bracket that came off of the motor mounts, and welded a nut to the underside of each. Hex head bolts (¼”×2″) are used to secure the front of the body to the frame through one of the front 2×2 body cross members, the bracket, and secured with the nut welded to the bracket.
Now you are ready to POWER ON (with tracks)!
During operation, the motor is running constantly at full speed, but the tracks are not engaged until the control handles are pushed forward, thereby tensioning the track drive belts. To steer, the outside track drives while the inside track is braked, allowing the vehicle to turn about the inside track. To stop, the control handles can be released, resulting in both track drive belts losing tension; the vehicle will then quickly coast to a stop. To stop faster, both control handles can be pulled rearward, taking the tension off of the drive belts and engaging the brakes.
Going further
REMOTE CONTROL
At some point, my son will be too large to ride in the tracked vehicle, so I intend to add servos and a receiver to convert it to R/C. I have already begun this process, by mounting two servos under the seat.
TROLLEY SYSTEM
This vehicle is a bit difficult to store and maneuver in my small workshop, so I developed a trolley system that I use to lift and move the vehicle, as well as suspend it in space for easy access.
By education, I am a mechanical engineer, but at heart, I am a tinkerer. My engineering and tinkering interests started very early (thanks to my dad), and I have since stayed busy experimenting with new ideas and creating interesting vehicles and other inventions.











































































{kind=link}