

Nothing says “machine” quite like a bunch of gears turning in time with each other. It’s an iconic image. Unfortunately, gears are expensive and hard to find pre-made. You can scavenge them from discarded machines, but the selection is limited, and it’s possible to amass a whole drawer of gears without having any two that actually fit together.
When I began making kinetic sculpture, this was one of my major dilemmas. So I developed an easy and relatively fast technique for making my own gears out of metal plate that also has the advantage of giving them an inviting, toy-like appearance.
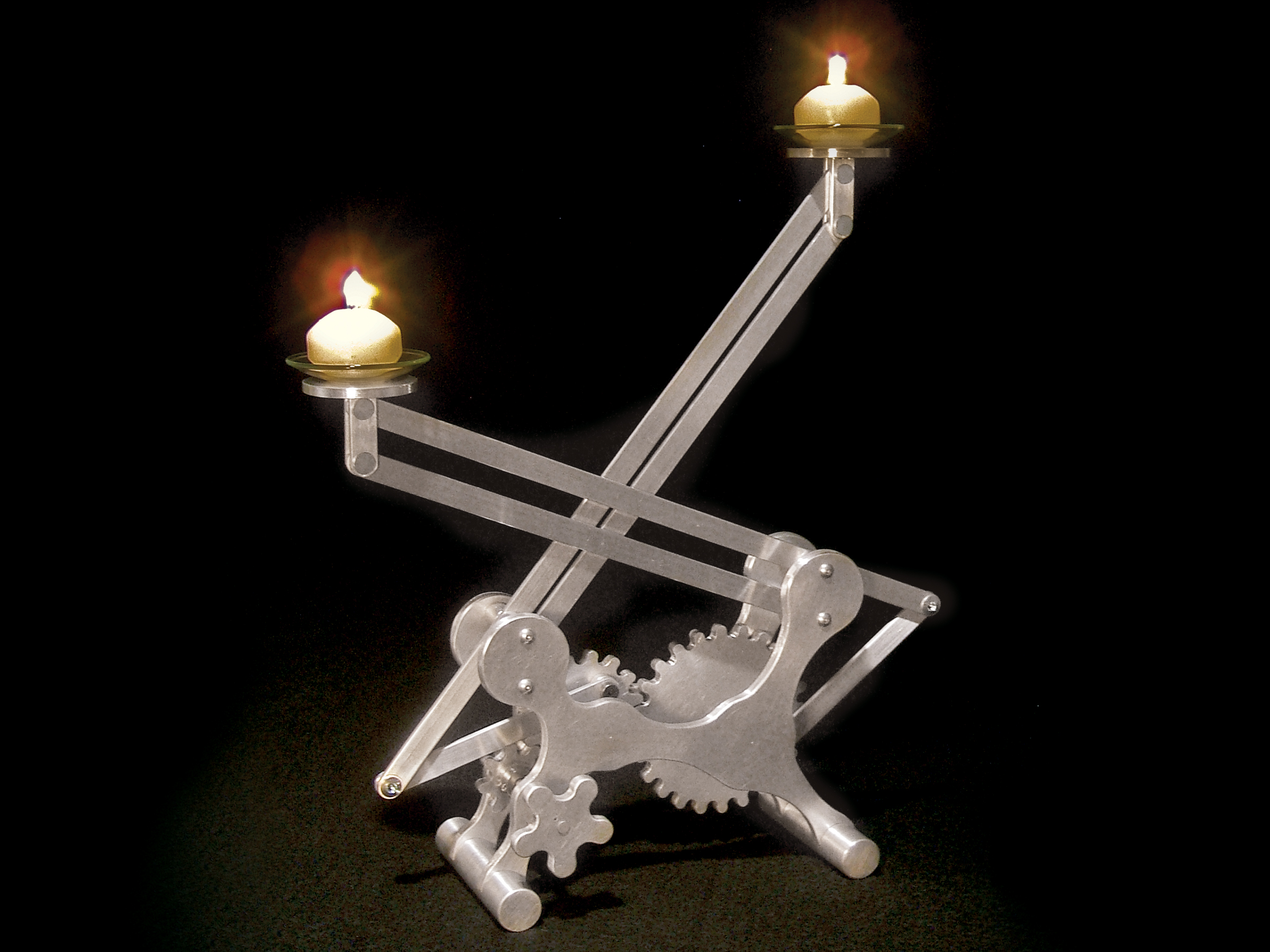
Here’s an elegant, all-aluminum candleholder with a movement containing 3 handmade gears. The drive gear or pinion on the left pushes 2 candle-bearing arms up and down on either side, and because of the different sizes of the gears, the candles move at different rates.
An 8-tooth drive gear or pinion gear turns 15- and 24-tooth driven gears, each of which moves a different arm. The 2 driven gears have a gearing ratio of 5:8, so the 2 candleholders reach the same relative position, such as maximum height, with every 8 revolutions of the smaller gear or every 5 of the larger one. Either way, it takes 120 teeth for an arm to transit its full range of motion, which corresponds to 15 full turns of the drive gear knob.
Movable parallel arms hold the candles, using the same principle as the classic Luxo L-1 desk lamp: the 4-bar, parallelogram linkage. On each arm, the lower pair of pivot points and the upper pair of candleholder anchor points are both vertical and 1” apart, and it’s this relationship that keeps the candle cups level in any arm position.
The gears move the parallel arms by means of a connecting arm, a simple crank linkage that converts rotary motion to reciprocating (back and forth) motion.