

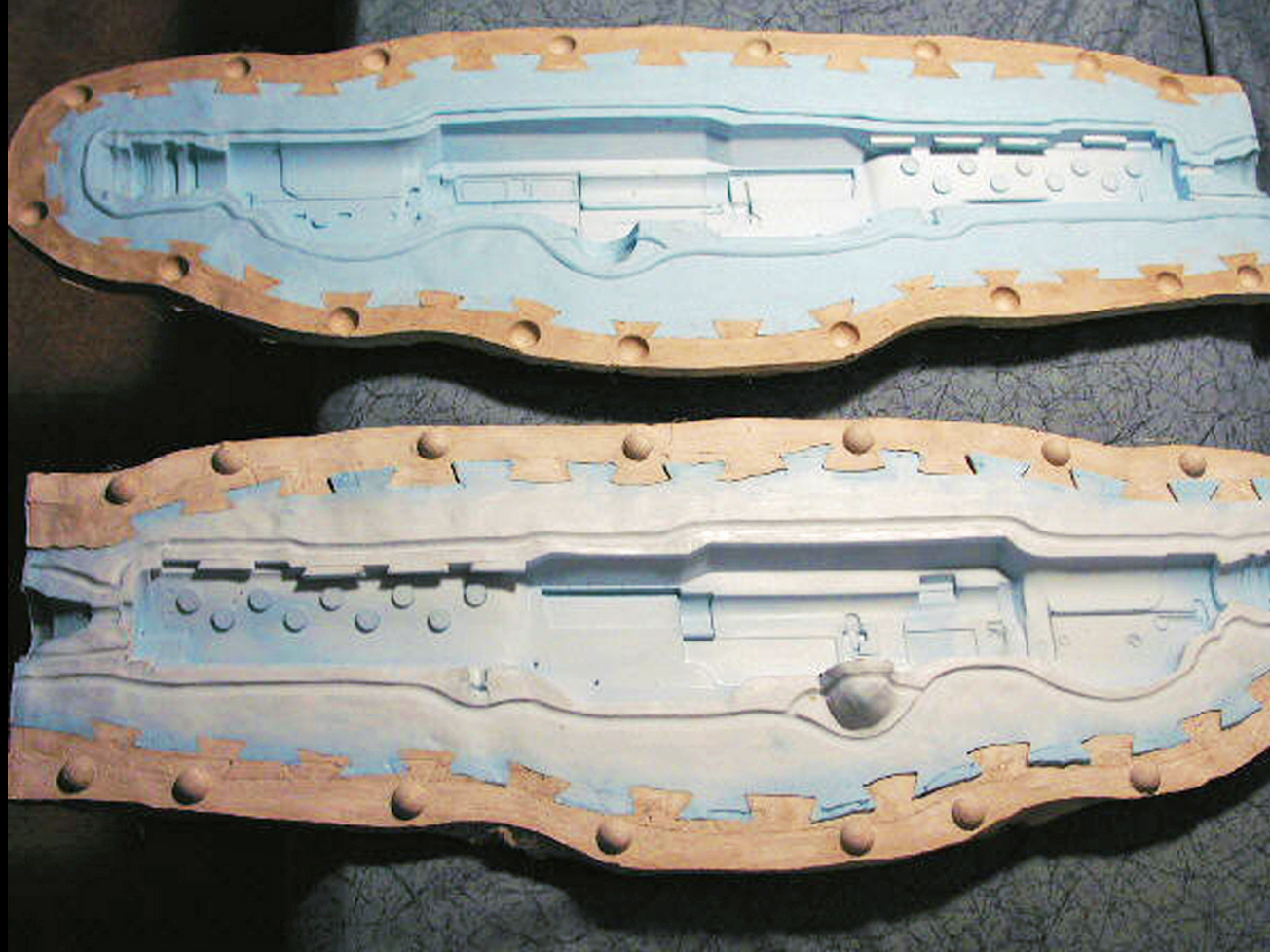
Silicone block molds are fine for making casts of small objects. But for larger items, like this 3′ prop gun, you’d need hundreds of dollars’ worth of silicone to make a block mold.
An excellent and inexpensive solution is to use a thin layer (or “blanket”) of silicone, that’s keyed to a hard-shell or “mother” mold. It’s a multi-step process, but it yields great results for the cost-conscious mold maker. It also makes much lighter molds, which are easier to move around.
With this type of mold making, you’re basically sculpting the 2 sides of your mold, taking into account the forces involved in the pouring and casting of the part. It takes a while, but if you get good at hard-shell mold making, you can cast just about anything, no matter how big.