This is the third of eight guides in a series documenting my build of MakerGear’s Mosaic desktop FDM/FFF 3D printer kit.
- the frame
- the Y-axis
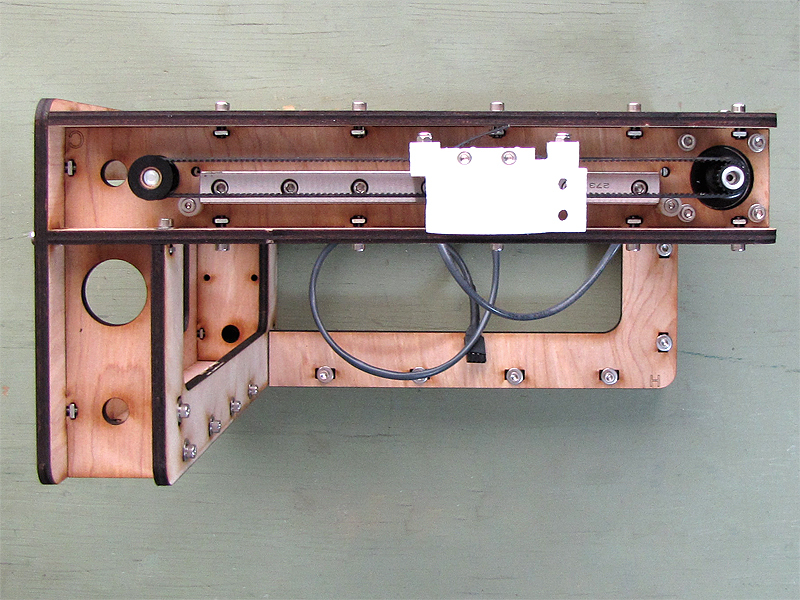
- the X-axis
- the Z-axis
- the extruder
- the build platform
- the electronics
- the first print
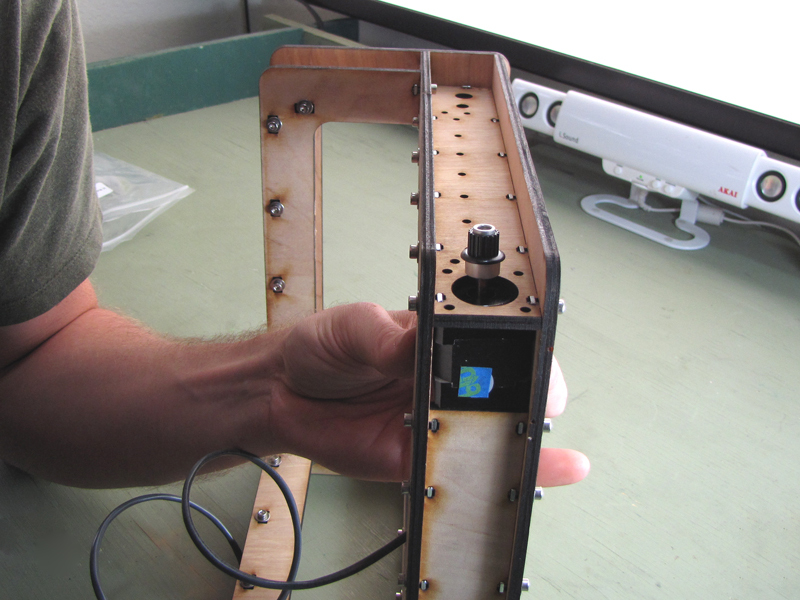
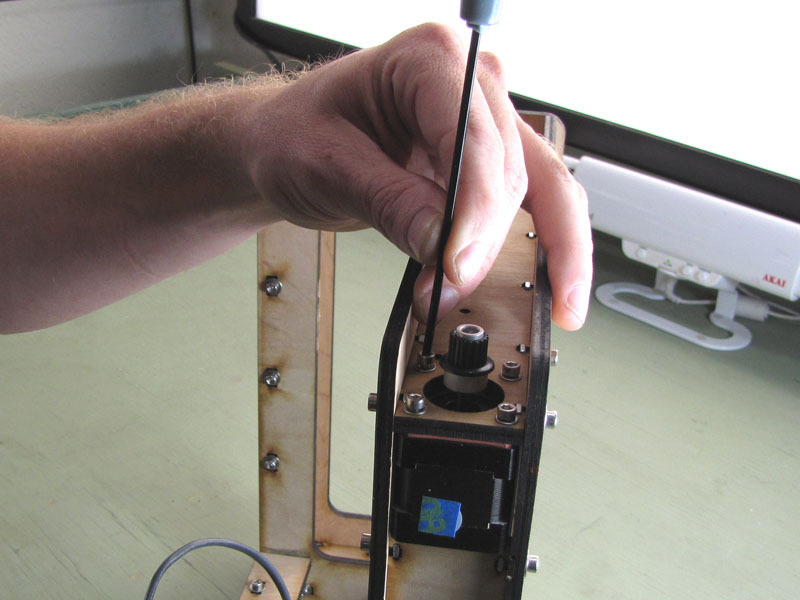
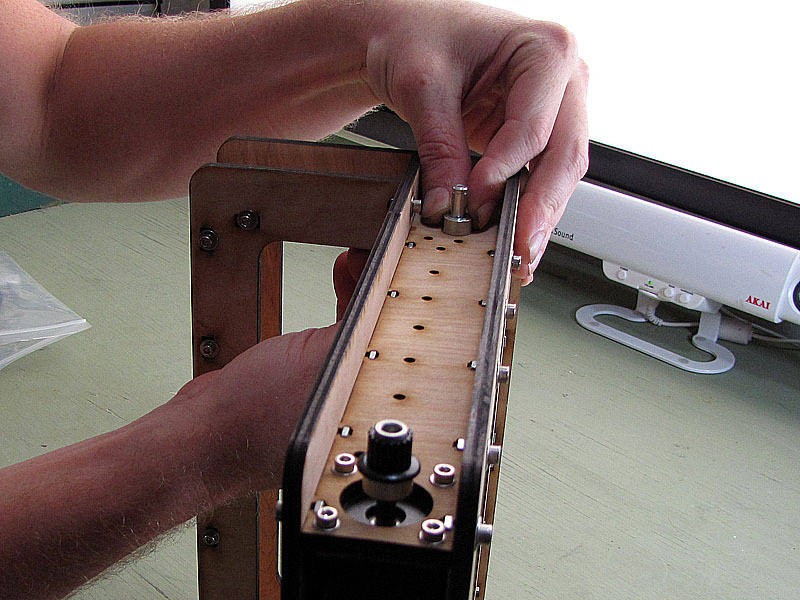
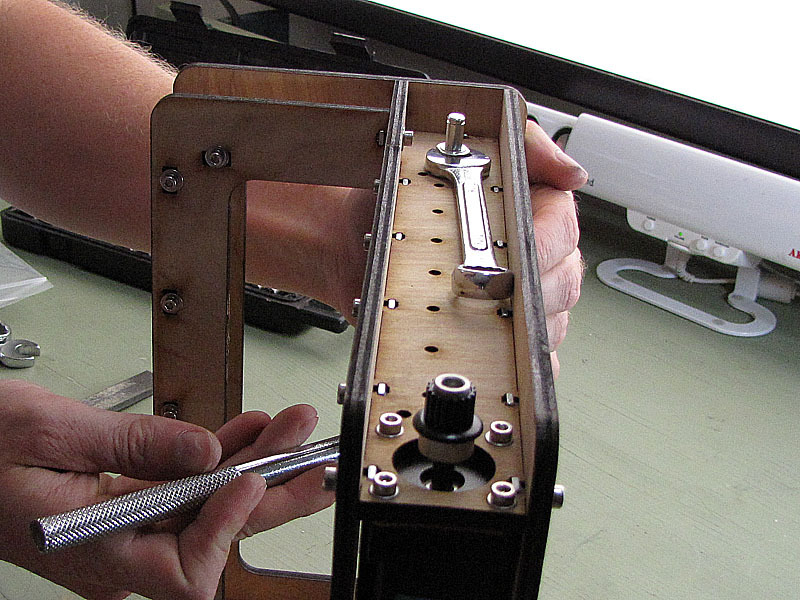
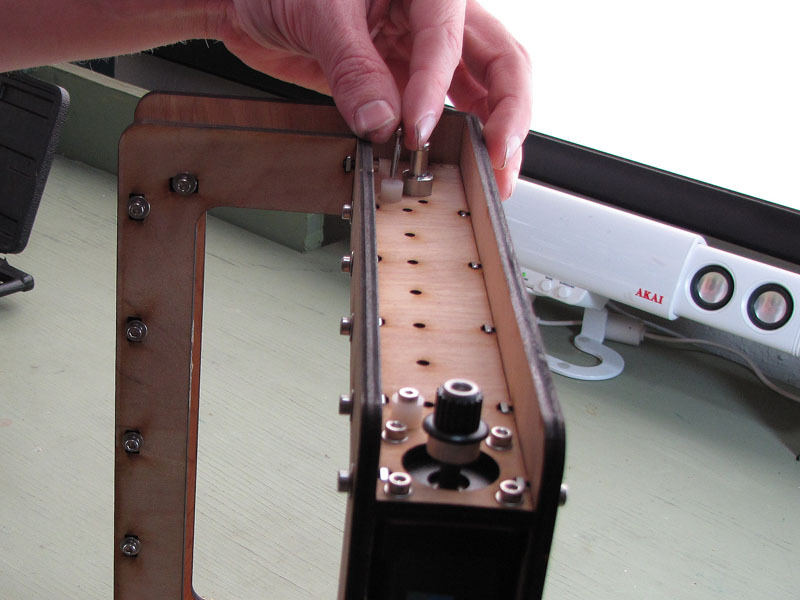
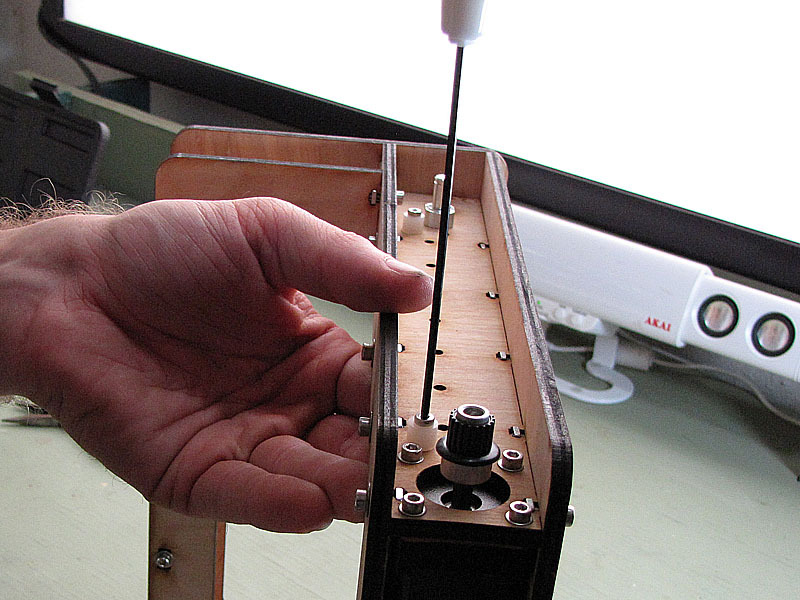
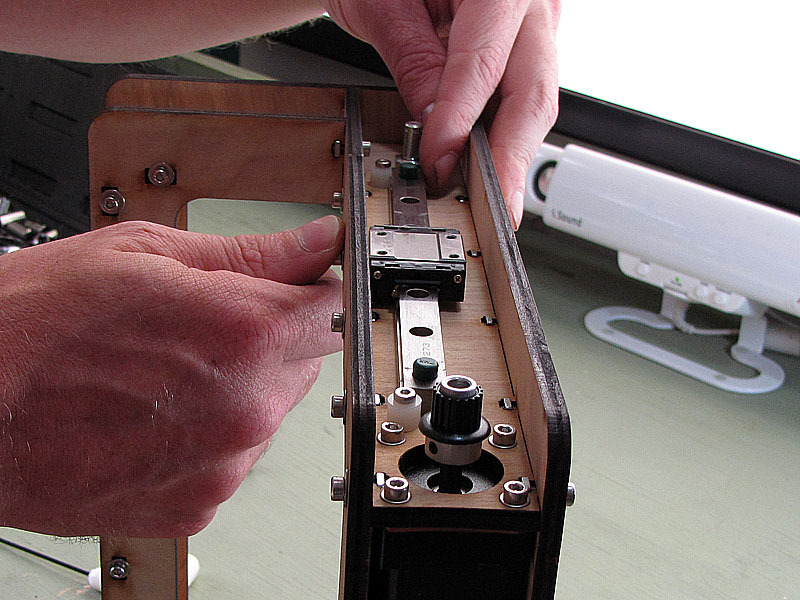
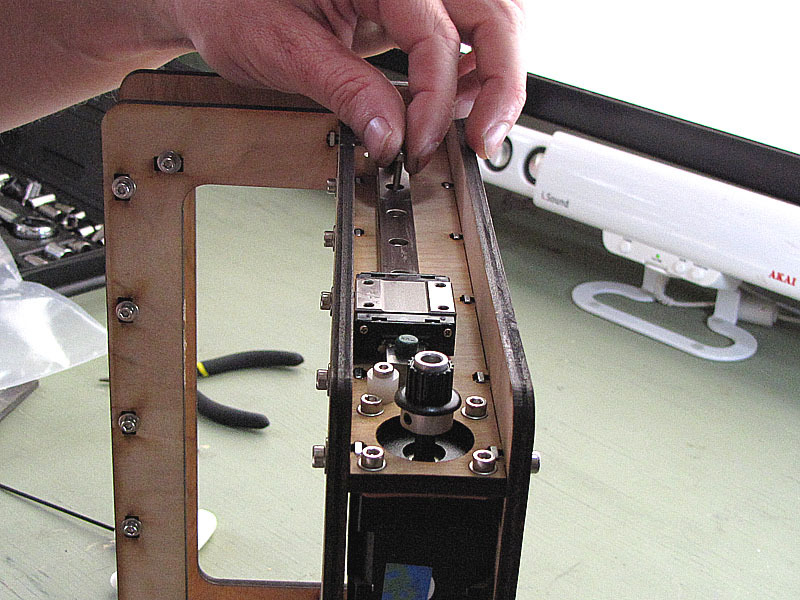
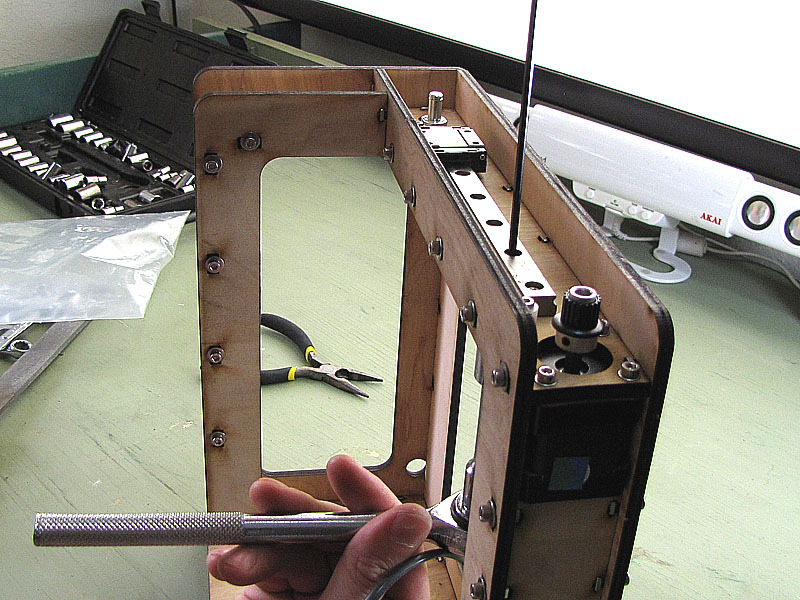
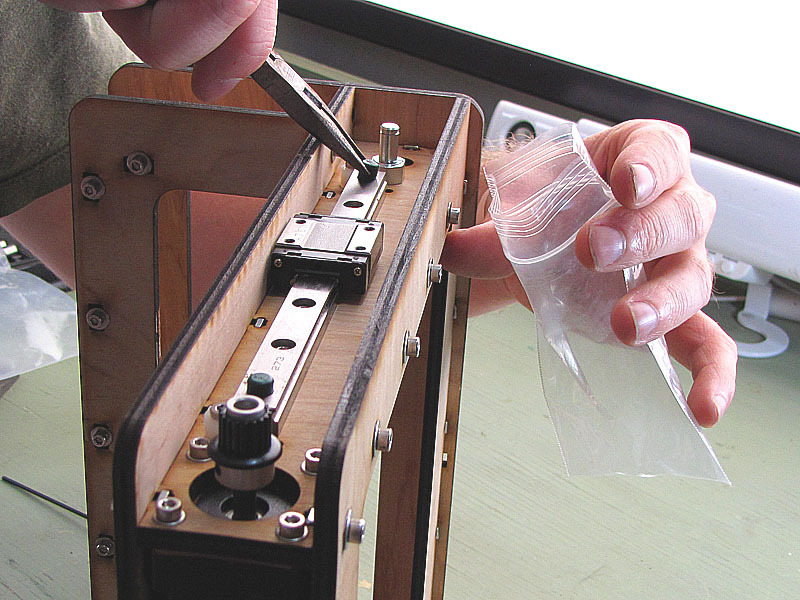
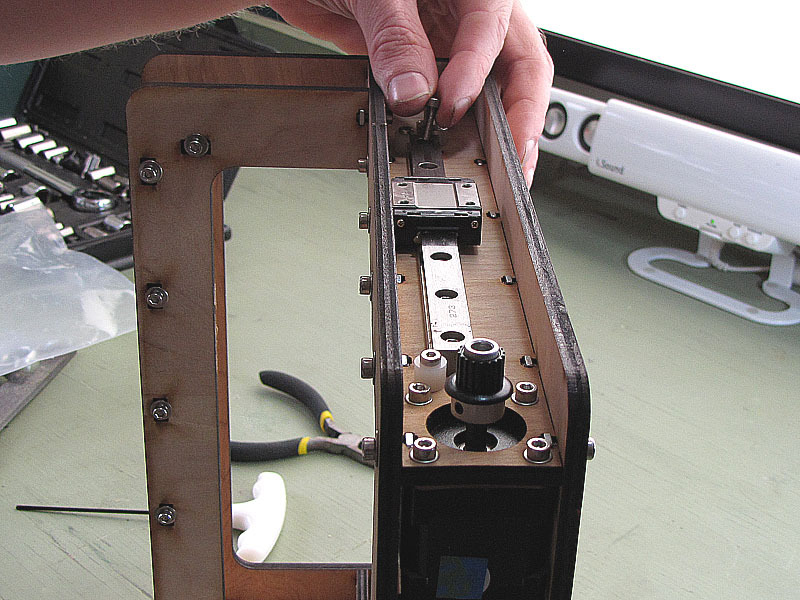
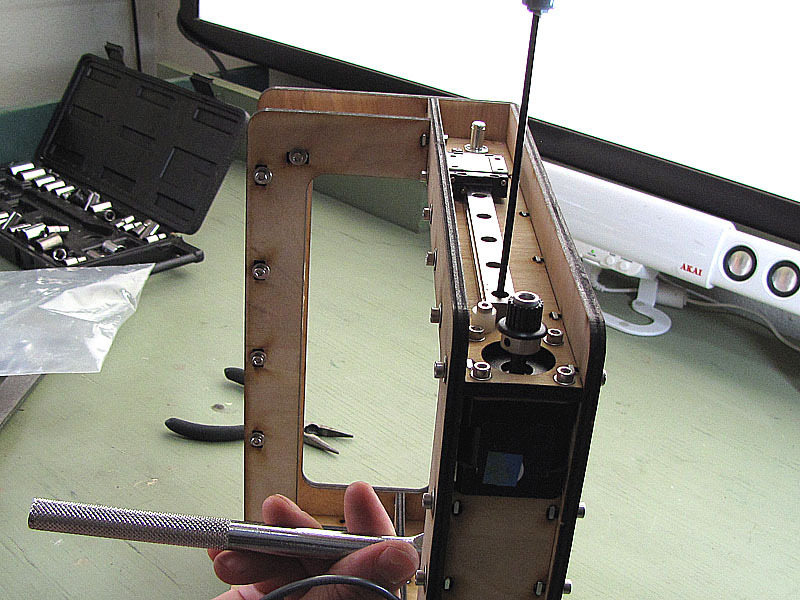
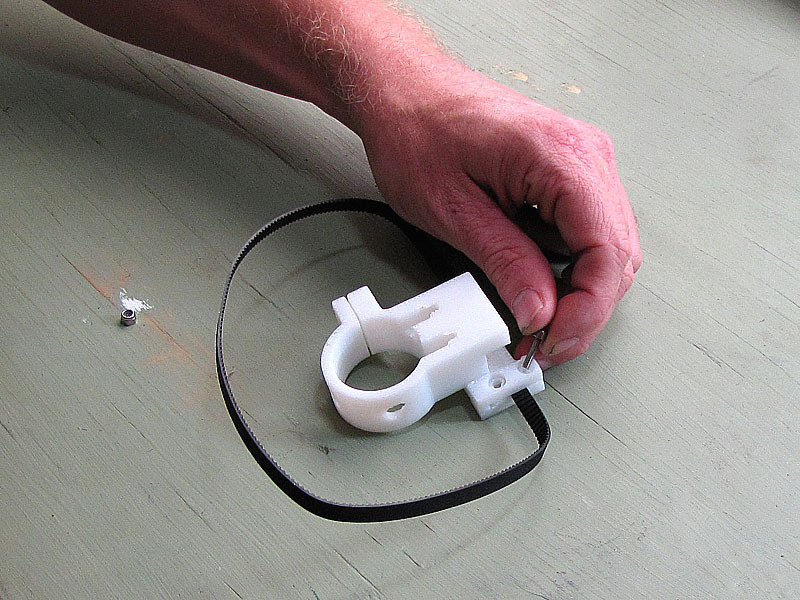
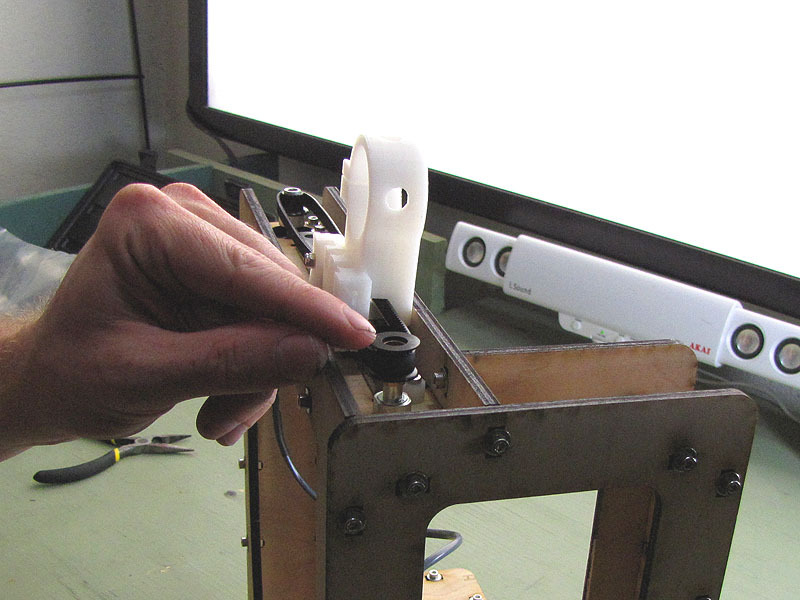
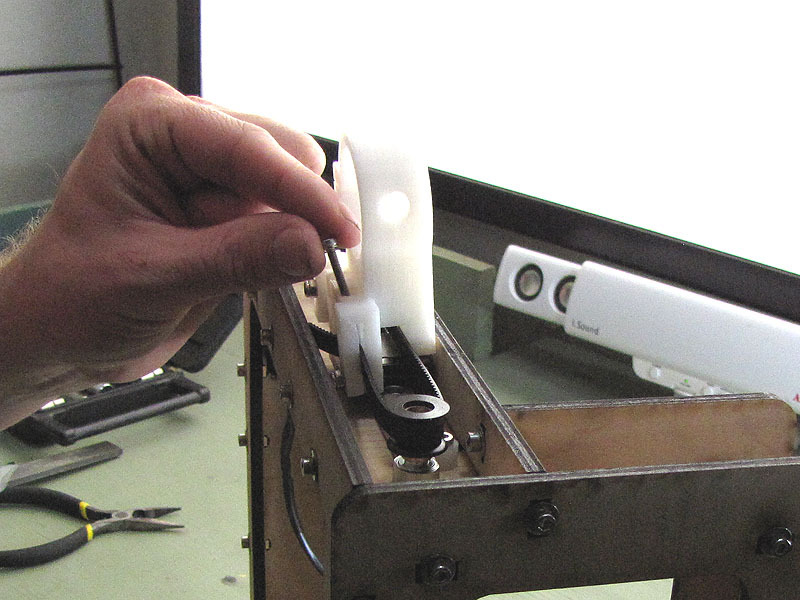
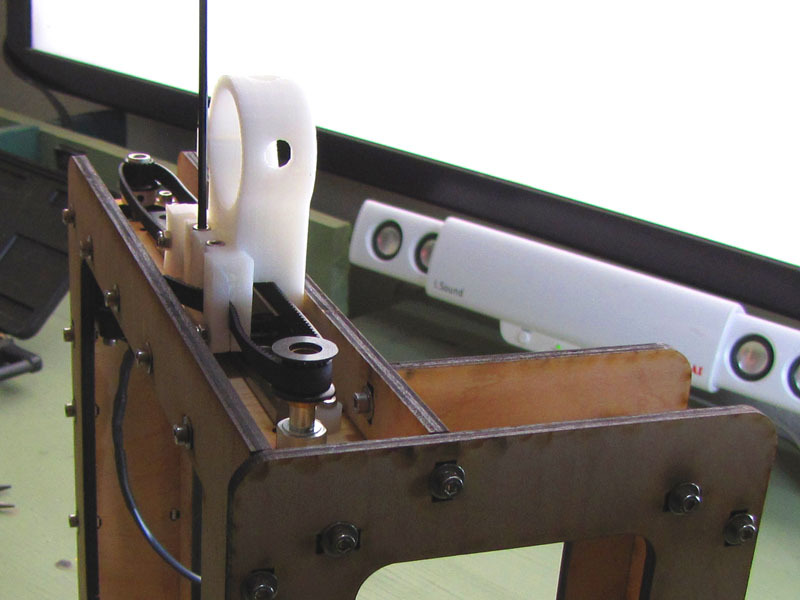
This part covers assembly of the X-axis systems, which is a straightforward process of bolting motor, idler pulley shaft, rail stops, and the linear rail itself to the frame assembled in Part 1. Then the X-axis timing belt is adjusted and installed as in Part II.