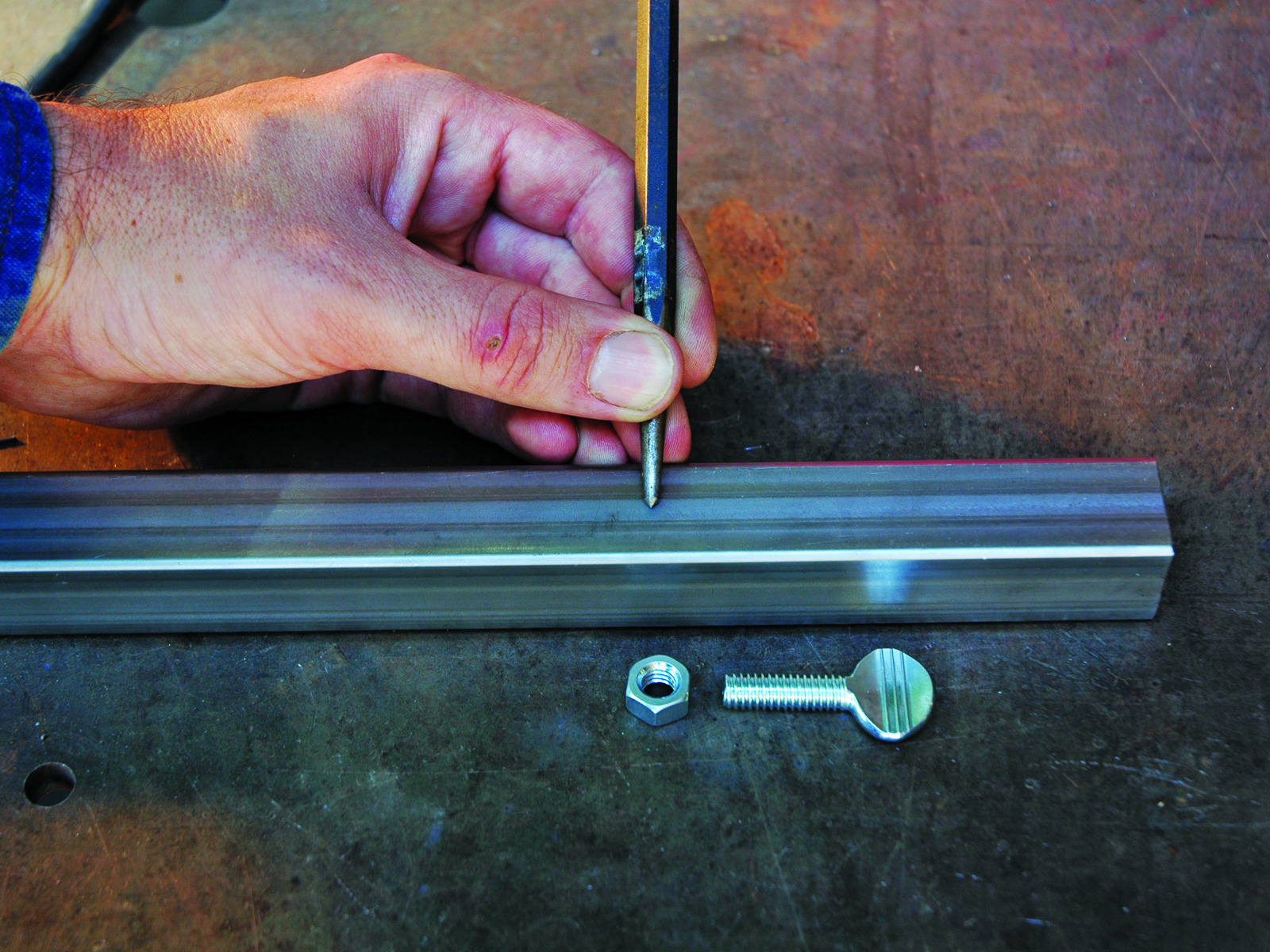
Before we start on our stands, let’s look at square-tube steel. Since the walls of square tubing are much thinner than angle iron, there is a greater likelihood of “blowing a hole.”
Tips on Welding Square Tube
The heat and wire speed need to be turned down or your work will be Swiss-cheesed. Standard steel tube is about 16 gauge, so I set the welder to E-2 per the cheat sheet.
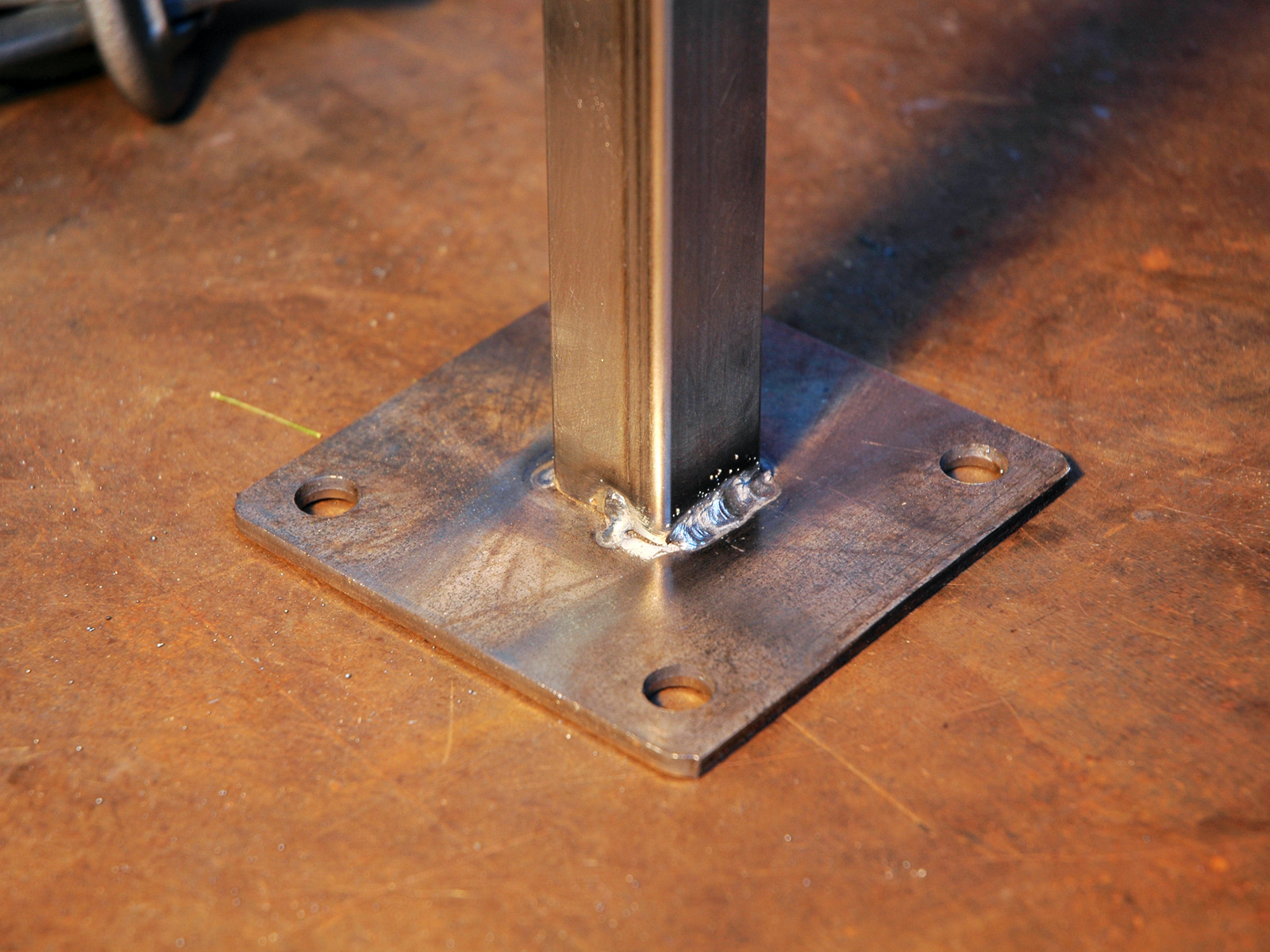
The horizontal tube resting on the table acts as if it is thicker because you are welding into the side of the tube rather than the edge. Since the vertical tube is being welded on its very edge, it has less metal to absorb the heat and is much quicker to melt away.
To compensate, hold the gun at a steeper angle, which will direct more of the heat to the horizontal tube.
It’s like lighting a sheet of notebook paper on fire. If you hold a match to the center of the paper, it will take longer to catch fire than if held at the edge or the corner.
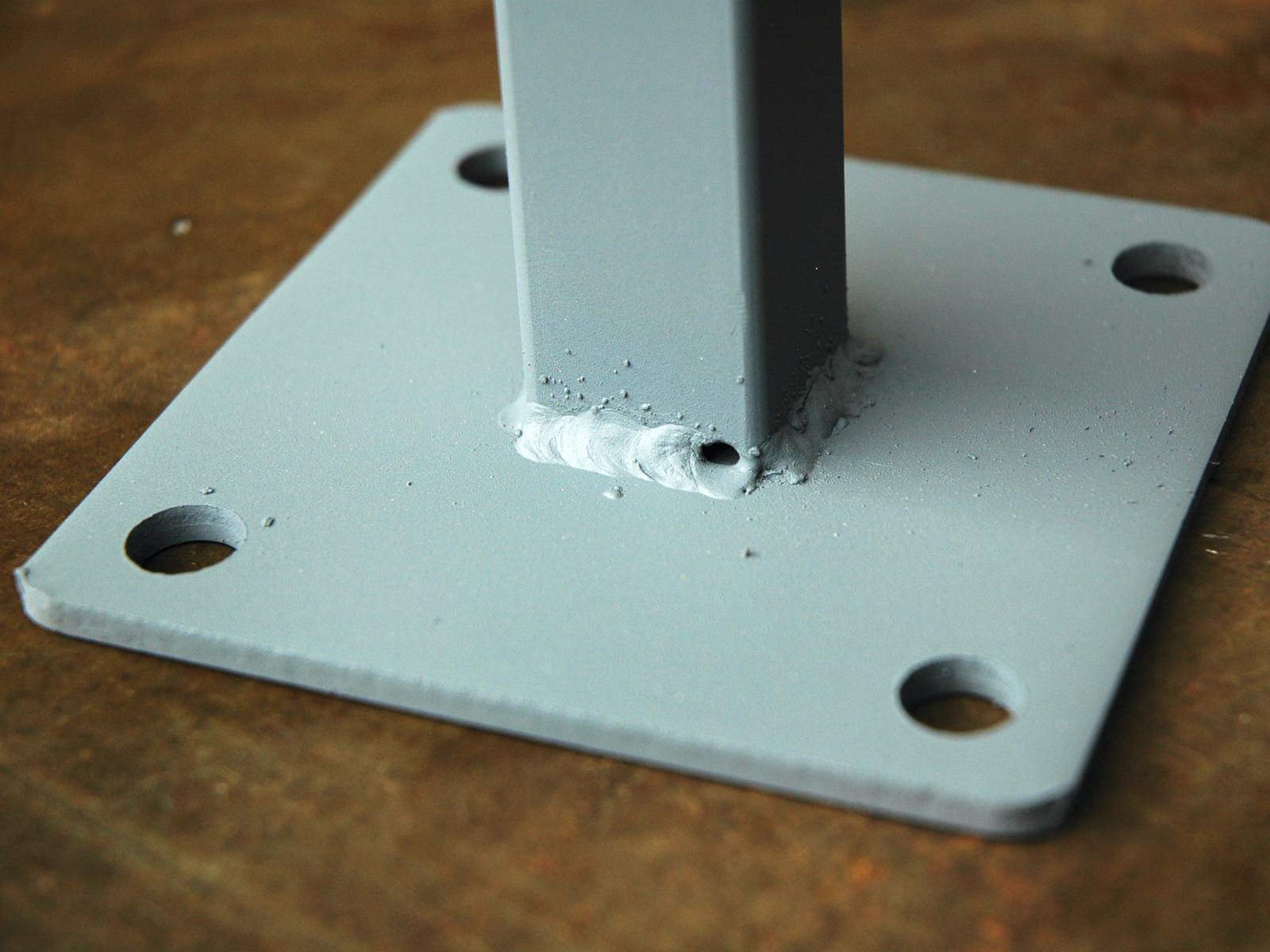
Same principle, shallower angle. This time the thin edge is on the base of the T. Again, angle the gun into the more substantial piece of metal.
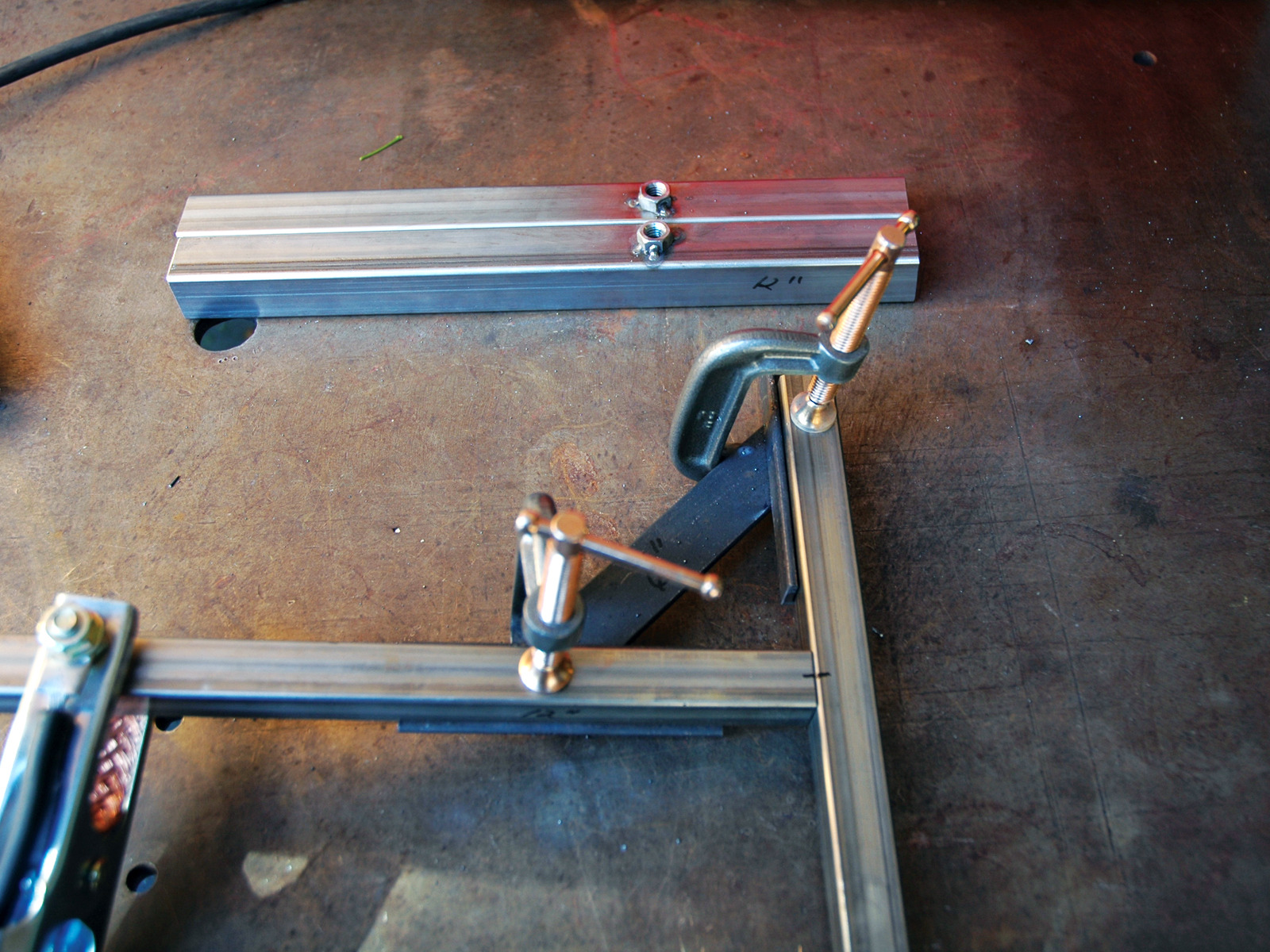
Practice welding square tube. Use the scrap metal and practice welding some tacks and beads. Be sure to tack on all four sides, as the square tube will want to wander when it gets hot. These fresh tacks have yet to be wire-brushed.